Fabryka Opla w Gliwicach – zakład opuścił 1,5-milionowy egzemplarz Opla Astry

Auto Świat
18 sierpnia 2017 r.
z linii produkcyjnej
w Gliwicach
zjechał 1,5-milionowy
Opel Astra
Astra cieszy się dużym zainteresowaniem klientów. W czerwcu bieżącego roku model ten zajmował 3. miejsce pod względem sprzedaży w Polsce wśród klientów firmowych (1146 szt.) i 4. wśród indywidualnych (331 szt.). Pojazd na krajowym rynku występuje w czterech wersjach nadwoziowych: jako 5-drzwiowy hatchback i kombi (5. generacja – K), hatchback 3d i sedan (4. generacja – J). Poza kombi pozostałe wersje są produkowane w Gliwicach. Ale w Opel Manufacturing Poland wytwarza się też inne modele: Astry IV w wersji sedan i Cascady sprzedawane także na rynki brytyjski (pod marką Vauxhall)i amerykański (Buick). Wszystkie wymienione auta powstają na jednej linii produkcyjnej, co wymusza ogromną elastyczność gliwickiego zakładu. To komplikuje organizację produkcji, ale też urozmaica pracę. W fabryce Opla odbywa się ona aktualnie na dwóch zmianach przez 5 dni w tygodniu. Zdarzają się także pracujące soboty. W trakcie 8-godzinnego czasu pracy są przewidziane trzy przerwy, dwie krótsze (po 10 minut) i dłuższa – 15-minutowa. Każdego roku w wakacje fabryka ma 3-tygodniową przerwę w produkcji i wówczas większość pracowników idzie na urlop. Reszta prowadzi prace konserwacyjne.
Opel Manufacturing Poland
Roczna produkcja samochodów w Gliwicach w 2017 r.: 165 200 szt. Powierzchnia zakładów Opla w Gliwicach: 740 000 m2. Stan zatrudnienia w gliwickim OMP w 2018 roku: ok. 3000 osób. Opel manufacturing Poland należy do spółki Opel/Vauxhall, wchodzącej w skład koncernu Groupe PSA. W Polsce istnieją dwa zakłady produkcyjne OMP: w Gliwicach (Ople/Vauxhalle: Astra J sedan i htb. 3d, Astra K htb. 5d, Cascada cabrio; Buick Cascada cabrio) i Tychach (od 2019 r. silniki koncernu PSA PureTech).
Fabryka Opla w Gliwicach – samochód co 2 minuty
Żeby uniknąć błędów spowodowanych przez ludzi oraz ograniczyć ich wysiłek, pracownicy rotują na stanowiskach. W wydziale karoserii zmieniają się nawet co godzinę, na montażu – rzadziej, bo trzykrotnie w ciągu 8 godzin. Oczywiście, zdecydowaną większość prac wykonują maszyny i roboty, których w Gliwicach jest z roku na rok coraz więcej. Zakład przywiązuje też dużą wagę do ekologii i nowych technologii. Przykładowo w wydziale karoserii wykorzystuje się lutospawanie laserowe do łączenia dachu z karoserią i spawanie laserowe przy budowie drzwi. Techniki te skracają czas potrzebny na połączenie elementów, są precyzyjniejsze, a proces spawania (temperaturę, grubość i długość spoiny) łatwiej kontrolować. Wrażenie w wydziale tłoczni zrobiły na nas potężne zwoje blach, każdy ważący ok. 20 t, z których są wykrawane i tłoczone elementy blacharskie. Jak się okazało, gliwicka tłocznia wytwarza elementy także do modeli produkowanych w innych europejskich fabrykach Opla. Ciekawostka: do wytłoczenia jednej części używa się 2-5 matryc. Każda z nich waży od 20 do 50 ton, ich wymiany dokonuje się co ok. 2 godz. (partia elementów 1000 szt.), a czynność ta zajmuje zespołowi pracowników utrzymania ruchu zaledwie maks. 10 minut. Oprócz elementów tłoczonych na zimno w nadwoziu stosuje się także blachy prasowane na gorąco, mające niższą masę i większą wytrzymałość.
Ciekawostki o produkcji Astry
Trzy najpopularniejsze kolory Astry to biały, czarny i czerwony. Krem do rąk, balsam po goleniu lub perfumy mogą być groźne dla lakieru. Wrogiem lakieru jest silikon – składnik wielu kosmetyków, a także przedmiotów, m.in. ubrań. Przeniesiony z ciała pracownika na powierzchnie lakierowanej blachy może być przyczyną wady powłoki. Dlatego w fabryce istnieje lista ok. 100 zabronionych kosmetyków. W latach 2011-16 przetestowano ok. 1,5 tys. kasków, ubrań, butów. Ponad 1,1 tys. z nich zostało dopuszczonych i są używane na lakierni. Aż 50 proc. Cascad trafia na rynek USA. Dach auta otwiera się w 17 s.

Auto Świat
.
Fabryka Opla w Gliwicach – produkcja silników Pure Tech w Tychach
Gotowe nadwozie Astry przed lakierowaniem wraz z elementami ruchomymi (drzwiami i pokrywami) waży 347 kg i ma 3076 zgrzein, 90 kołków i aż 80 m kleju. Silniki montowane w 4 modelach z Gliwic (20 typów) pochodzą z Niemiec, Austrii, Węgier, a nawet USA. Tyski zakład silników Opla (powstał pod koniec lat 90. ub. wieku) w 2019 roku rozpocznie produkcję 3-cylindrowych jednostek koncernu PSA.
Fabryka Opla w Gliwicach – naszym zdaniem
Rozpoczęcie produkcji silników PSA w Tychach daje nadzieję na przyszłość także dla gliwickiej fabryki. Po niezbyt optymistycznym 2017 roku, kiedy to o 20 proc. spadła produkcja aut i konieczna była redukcja etatów, nowy właściciel Opla postanowił zainwestować w Polsce. Mamy nadzieję, że zdecyduje się wkrótce także na produkcję aut!

Auto Świat
Tłocznia 1. Podwójnie ocynkowana blacha pochodzi z Niemiec, Belgii i Francji. Z rolki ważącej 20 ton powstaje do 2000 części.
Tłocznia 1. Podwójnie ocynkowana blacha pochodzi z Niemiec, Belgii i Francji. Z rolki ważącej 20 ton powstaje do 2000 części.

Auto Świat
Tłocznia 2. Blacha po wyprostowaniu trafia do wykrojników. Poszycia zewn. mają grubość 0,5-0,7 mm, elem. wewn. – 0,8-0,9 mm.
Tłocznia 2. Blacha po wyprostowaniu trafia do wykrojników. Poszycia zewn. mają grubość 0,5-0,7 mm, elem. wewn. – 0,8-0,9 mm.
Auto Świat
Tłocznia 3. Pierwsza prasa nadaje kształt części. Kolejne obcinają krawędzie, wycinają otwory i dokonują zagięć. Matryce ważą 20-50 t.
Tłocznia 3. Pierwsza prasa nadaje kształt części. Kolejne obcinają krawędzie, wycinają otwory i dokonują zagięć. Matryce ważą 20-50 t.

Auto Świat
Tłocznia 4. Elementy trafiają do izby pomiarowej, w której wyrywkowo są sprawdzane przez skaner optyczny lub głowicę dotykową.
Tłocznia 4. Elementy trafiają do izby pomiarowej, w której wyrywkowo są sprawdzane przez skaner optyczny lub głowicę dotykową.
Auto Świat
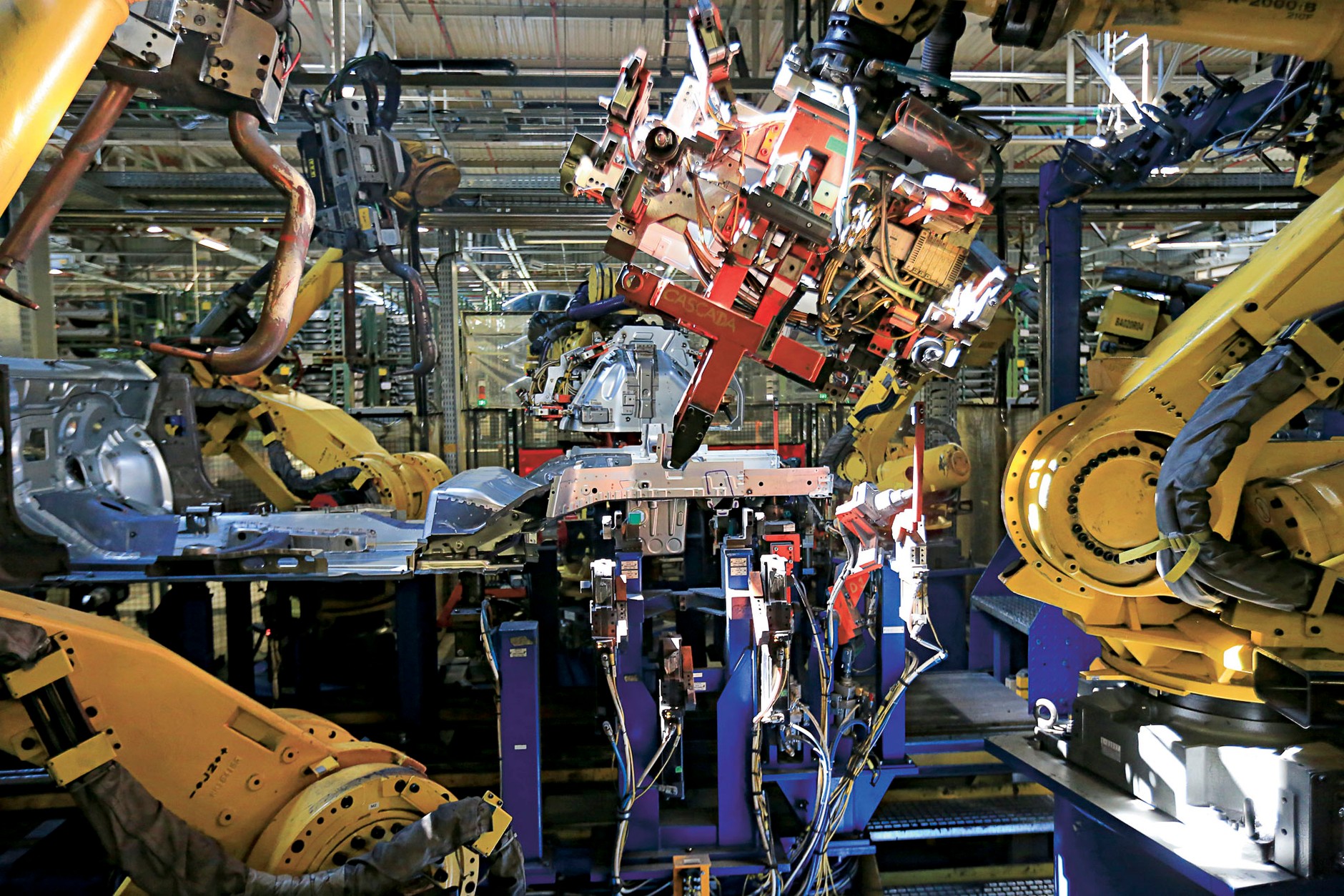
Karoseria 1. Na wolnostojącej stacji 7 robotów za pomocą zgrzewania i napawania łączy kilka elementów, tworząc przednie nadkole.
Karoseria 1. Na wolnostojącej stacji 7 robotów za pomocą zgrzewania i napawania łączy kilka elementów, tworząc przednie nadkole.
Auto Świat
Karoseria 2. Na stanowisku łączy się podłużnice z belką czołową (zgrzewanie, klejenie i skręcanie za pomocą śrub).
Karoseria 2. Na stanowisku łączy się podłużnice z belką czołową (zgrzewanie, klejenie i skręcanie za pomocą śrub).

Auto Świat
Karoseria 3. Pracownik, wykorzystując technikę zgrzewania kondensatorowego, napawa śruby na elementach ściany grodziowej.
Karoseria 3. Pracownik, wykorzystując technikę zgrzewania kondensatorowego, napawa śruby na elementach ściany grodziowej.

Auto Świat
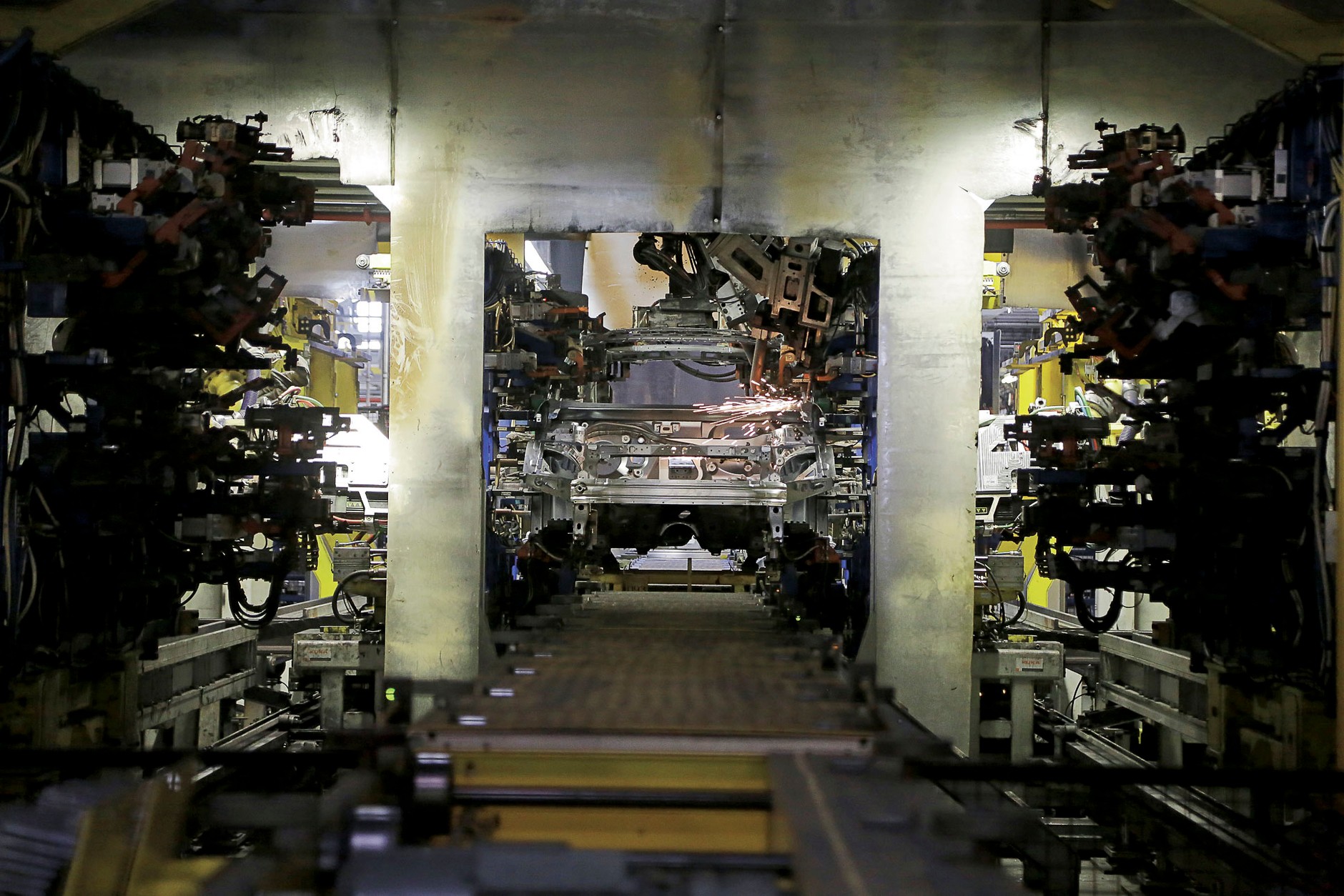
Karoseria 4. Zgrzewanie końcowe komory silnika. W ciągu godziny powstaje 30 podzespołów.
Karoseria 4. Zgrzewanie końcowe komory silnika. W ciągu godziny powstaje 30 podzespołów.
Auto Świat
Karoseria 5. Na kolejnym stanowisku następuje łączenie centralnej podłogi i komory silnika z tylną podłogą i nadkolami.
Karoseria 5. Na kolejnym stanowisku następuje łączenie centralnej podłogi i komory silnika z tylną podłogą i nadkolami.

Auto Świat
Karoseria 6. Kontrola jakości. Maszyny współrzędnościowe dokonują pomiarów części i podzespołów.
Karoseria 6. Kontrola jakości. Maszyny współrzędnościowe dokonują pomiarów części i podzespołów.

Auto Świat
Karoseria 7. Pracownicy mocują wewn. ściany boczne i poprzeczki dachowe. Następnie nadwozie trafia do stacji geometrycznej...
Karoseria 7. Pracownicy mocują wewn. ściany boczne i poprzeczki dachowe. Następnie nadwozie trafia do stacji geometrycznej...

Auto Świat
Karoseria 8. ...gdzie zachodzi pozycjonowanie elementów i ich zgrzewanie. Kolejny etap to dokładanie zewn. ścian bocznych...
Karoseria 8. ...gdzie zachodzi pozycjonowanie elementów i ich zgrzewanie. Kolejny etap to dokładanie zewn. ścian bocznych...
Auto Świat
Karoseria 9. ...ponowne pozycjonowanie i zgrzewanie. W zależności od nadwozia obrotowo zmieniają się całe zespoły maszyn.
Karoseria 9. ...ponowne pozycjonowanie i zgrzewanie. W zależności od nadwozia obrotowo zmieniają się całe zespoły maszyn.

Auto Świat
Karoseria 10. Czujnik optyczny pozycjonuje dach, następuje wstępne zgrzewanie, po czym laserem wykonuje się lutospaw.
Karoseria 10. Czujnik optyczny pozycjonuje dach, następuje wstępne zgrzewanie, po czym laserem wykonuje się lutospaw.

Auto Świat
Karoseria 11. Na zamkniętym stanowisku za pomocą techniki spawania laserowego powstają drzwi – trzy równolegle.
Karoseria 11. Na zamkniętym stanowisku za pomocą techniki spawania laserowego powstają drzwi – trzy równolegle.

Auto Świat
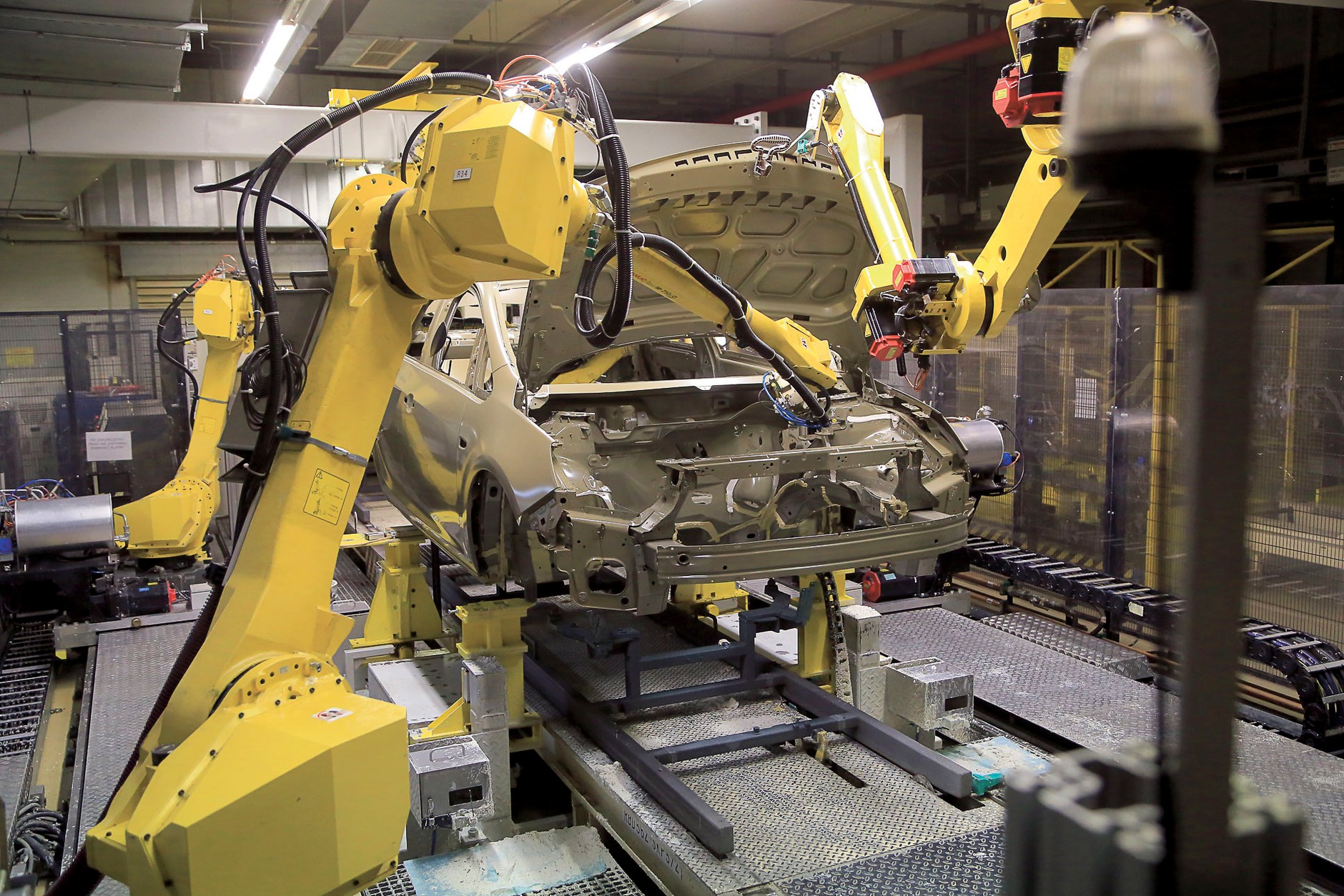
Karoseria 12. Montaż zawiasów i drzwi, błotników oraz pokryw silnika i bagażnika. Po pomiarze nadwozie trafia do lakierni.
Karoseria 12. Montaż zawiasów i drzwi, błotników oraz pokryw silnika i bagażnika. Po pomiarze nadwozie trafia do lakierni.

Auto Świat
Lakiernia 1. Po procesie spawania nadwozie jest płukane wodą z dodatkami zmiękczającymi. Kolejne procesy to: odtłuszczanie w temp. 54 st. C...
Lakiernia 1. Po procesie spawania nadwozie jest płukane wodą z dodatkami zmiękczającymi. Kolejne procesy to: odtłuszczanie w temp. 54 st. C...

Auto Świat
Lakiernia 2. ...aktywacja, fosforanowanie, kataforeza (napięcie 500 V), płukanie i suszenie (270 st. C). Cały proces kataforezy trwa ok. 8 godzin.
Lakiernia 2. ...aktywacja, fosforanowanie, kataforeza (napięcie 500 V), płukanie i suszenie (270 st. C). Cały proces kataforezy trwa ok. 8 godzin.

Auto Świat
Lakierania 3. Kataforeza zabezpiecza antykorozyjnie. Pracownik montuje zaślepki.
Lakierania 3. Kataforeza zabezpiecza antykorozyjnie. Pracownik montuje zaślepki.
Auto Świat
Lakiernia 4. Roboty uszczelniają blachy karoserii, chroniąc ją przed korozją.
Lakiernia 4. Roboty uszczelniają blachy karoserii, chroniąc ją przed korozją.

Auto Świat
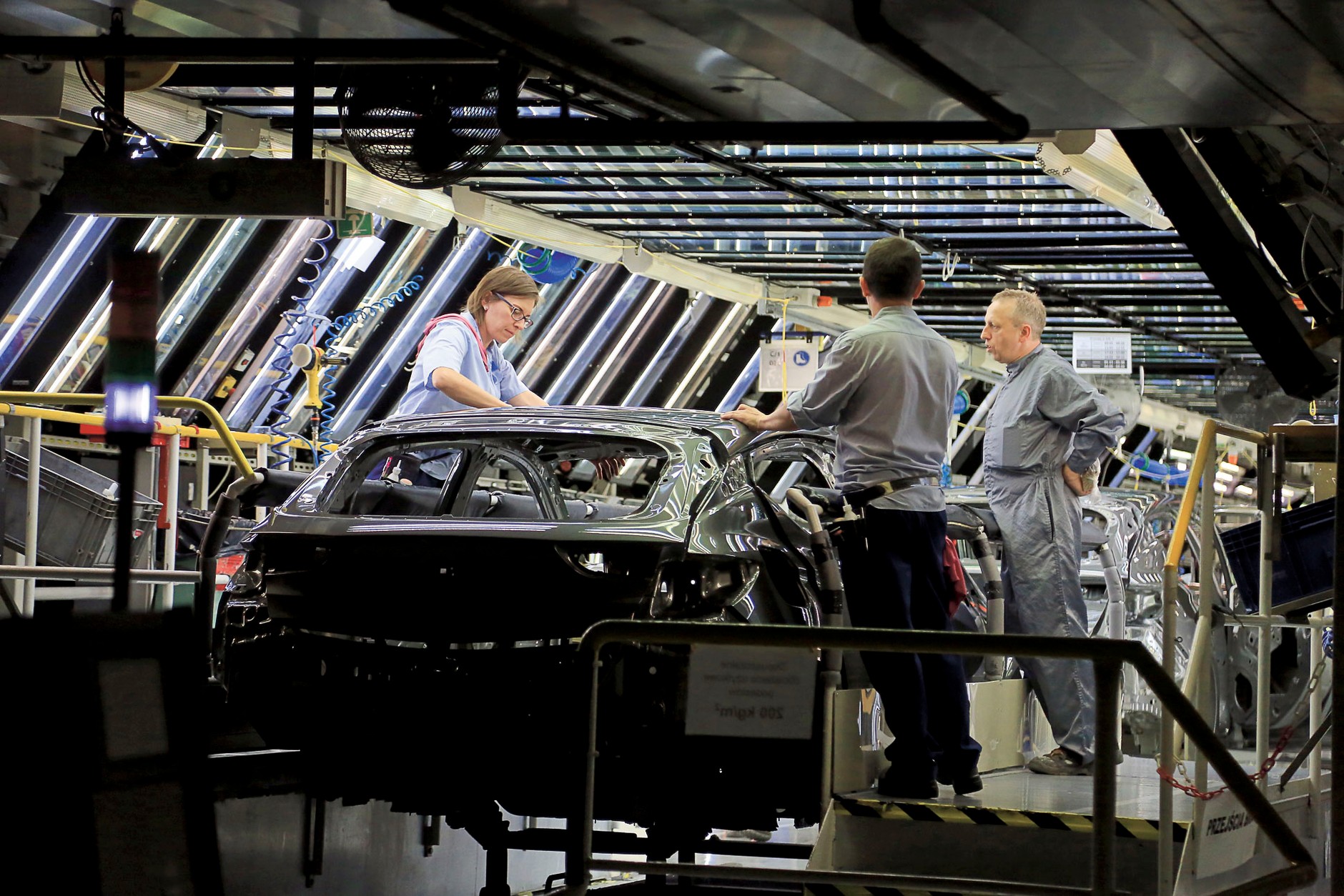
Lakiernia 5. Pracownicy wzrokowo i dotykowo sprawdzają powierzchnię. W razie konieczności korygują.
Lakiernia 5. Pracownicy wzrokowo i dotykowo sprawdzają powierzchnię. W razie konieczności korygują.

Auto Świat
Lakiernia 6. Ręcznie i maszynowo nakłada się powłokę PVC – 12 kg na całe nadwozie.
Lakiernia 6. Ręcznie i maszynowo nakłada się powłokę PVC – 12 kg na całe nadwozie.

Auto Świat
Lakiernia 7. Oczyszczone i osuszone nadwozie trafia na stanowisko do lakierowania. Dwa roboty (na każdym 9 głowic) nakładają podkład.
Lakiernia 7. Oczyszczone i osuszone nadwozie trafia na stanowisko do lakierowania. Dwa roboty (na każdym 9 głowic) nakładają podkład.

Auto Świat
Lakiernia 8a. Po wygrzaniu maszynowo i ręcznie jest nakładany bazowy lakier. Wcześniej jednak nadwozie oczyszcza się strusimi piórami.
Lakiernia 8a. Po wygrzaniu maszynowo i ręcznie jest nakładany bazowy lakier. Wcześniej jednak nadwozie oczyszcza się strusimi piórami.

Auto Świat
Lakiernia 8b. Po wygrzaniu maszynowo i ręcznie jest nakładany bazowy lakier. Wcześniej jednak nadwozie oczyszcza się strusimi piórami.
Lakiernia 8b. Po wygrzaniu maszynowo i ręcznie jest nakładany bazowy lakier. Wcześniej jednak nadwozie oczyszcza się strusimi piórami.
Auto Świat
Lakiernia 9. Po malowaniu karoserię suszy się promieniami podczerwieni i nakłada bezbarwny lakier. Ostatni etap to kontrola jakości.
Lakiernia 9. Po malowaniu karoserię suszy się promieniami podczerwieni i nakłada bezbarwny lakier. Ostatni etap to kontrola jakości.

Auto Świat
Montaż 1. Między lakiernią a montażem znajduje się bufor. Pierwsza czynność to konserwacja.
Montaż 1. Między lakiernią a montażem znajduje się bufor. Pierwsza czynność to konserwacja.

Auto Świat
Montaż 2. Do karoserii mocuje się kartkę z informacją o silniku i wyposażeniu, tzw. manifest.
Montaż 2. Do karoserii mocuje się kartkę z informacją o silniku i wyposażeniu, tzw. manifest.

Auto Świat
Montaż 3a. Drzwi po zdjęciu trafiają na podmontaż i tam są uzbrajane.
Montaż 3a. Drzwi po zdjęciu trafiają na podmontaż i tam są uzbrajane.

Auto Świat
Montaż 3b. W pierwszej kolejności do gołego nadwozia montuje się uszczelki.
Montaż 3b. W pierwszej kolejności do gołego nadwozia montuje się uszczelki.

Auto Świat
Montaż 4. Na kolejnych stanowiskach układa się elektrykę, wygłuszenie i wykładziny.
Montaż 4. Na kolejnych stanowiskach układa się elektrykę, wygłuszenie i wykładziny.

Auto Świat
Montaż 5. Zanim deska rozdzielcza trafi do karoserii, montowane są pasy i obudowy wewnątrz.
Montaż 5. Zanim deska rozdzielcza trafi do karoserii, montowane są pasy i obudowy wewnątrz.
Auto Świat
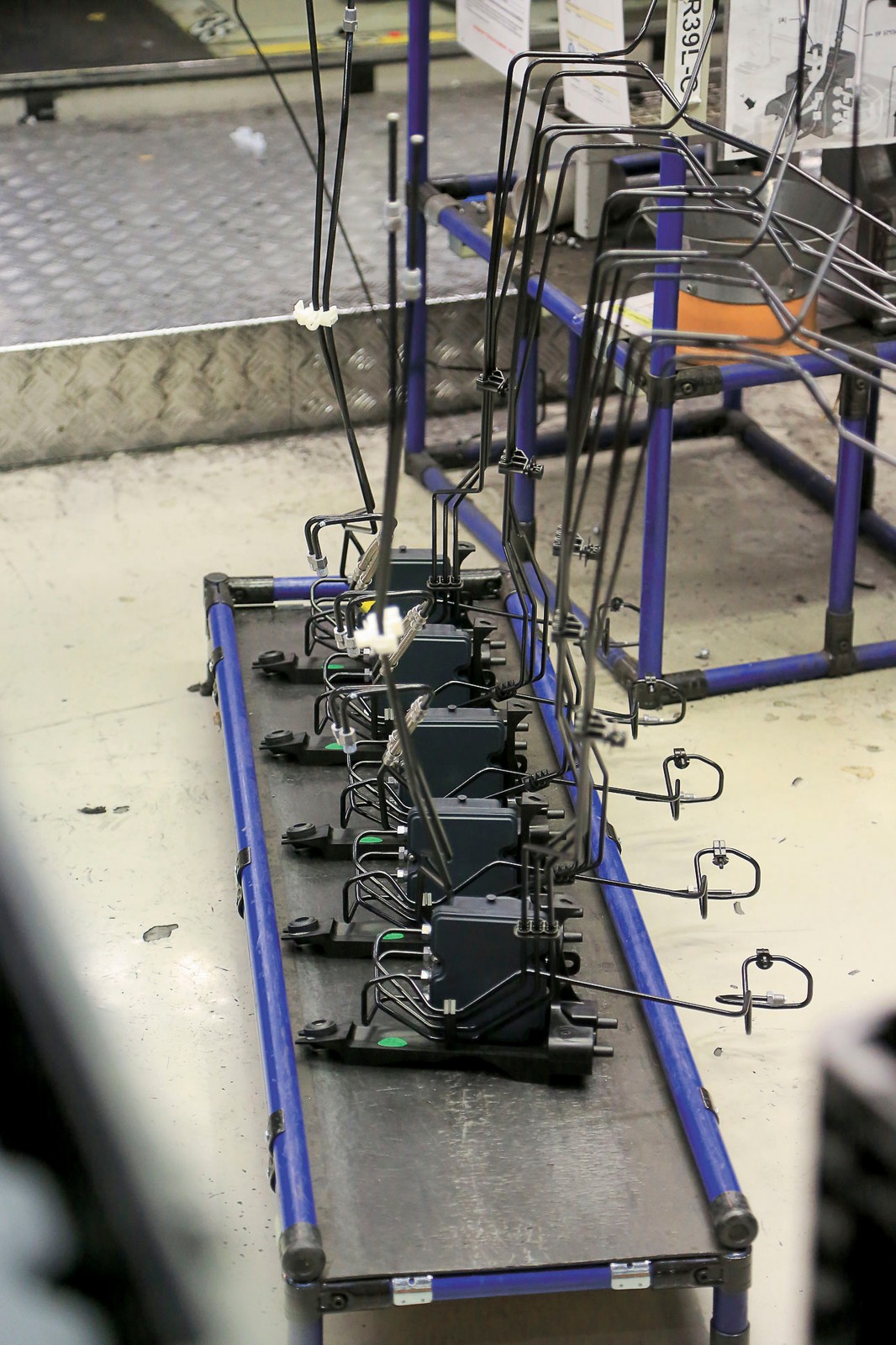
Montaż 6. Następnie pracownicy montują przewody hamulcowe i układ klimatyzacji.
Montaż 6. Następnie pracownicy montują przewody hamulcowe i układ klimatyzacji.

Auto Świat
Montaż 7. Roboty pobierają szyby z wózka i rozprowadzają warstwę gorącego kleju.
Montaż 7. Roboty pobierają szyby z wózka i rozprowadzają warstwę gorącego kleju.

Auto Świat
Montaż 8. Nadwozie trafia na zawieszkę, po czym następuje montaż układu paliwowego i izolacji termicznej.
Montaż 8. Nadwozie trafia na zawieszkę, po czym następuje montaż układu paliwowego i izolacji termicznej.

Auto Świat
Montaż 9. Tzw. ożenek, czyli połączenie nadwozia z przygotowanym wcześniej podwoziem i zespołem napędowym.
Montaż 9. Tzw. ożenek, czyli połączenie nadwozia z przygotowanym wcześniej podwoziem i zespołem napędowym.
Auto Świat
Montaż 10. Napełnianie płynów układów: chłodzenia, hamulcowego i klimatyzacji.
Montaż 10. Napełnianie płynów układów: chłodzenia, hamulcowego i klimatyzacji.

Auto Świat
Montaż 11. Montaż koła zapasowego. Robot pobiera koło i wkłada je do bagażnika.
Montaż 11. Montaż koła zapasowego. Robot pobiera koło i wkłada je do bagażnika.

Auto Świat
Montaż 12. Montaż siedzeń (ok. 70 rodzajów do 4 modeli).
Montaż 12. Montaż siedzeń (ok. 70 rodzajów do 4 modeli).

Auto Świat
Montaż 13. Polakierowane i skompletowane zderzaki są mocowane na zatrzaski.
Montaż 13. Polakierowane i skompletowane zderzaki są mocowane na zatrzaski.

Auto Świat
Montaż 14. Montaż kół za pośrednictwem podajnika. Dostępnych jest aż 80 rodzajów kół.
Montaż 14. Montaż kół za pośrednictwem podajnika. Dostępnych jest aż 80 rodzajów kół.
Auto Świat
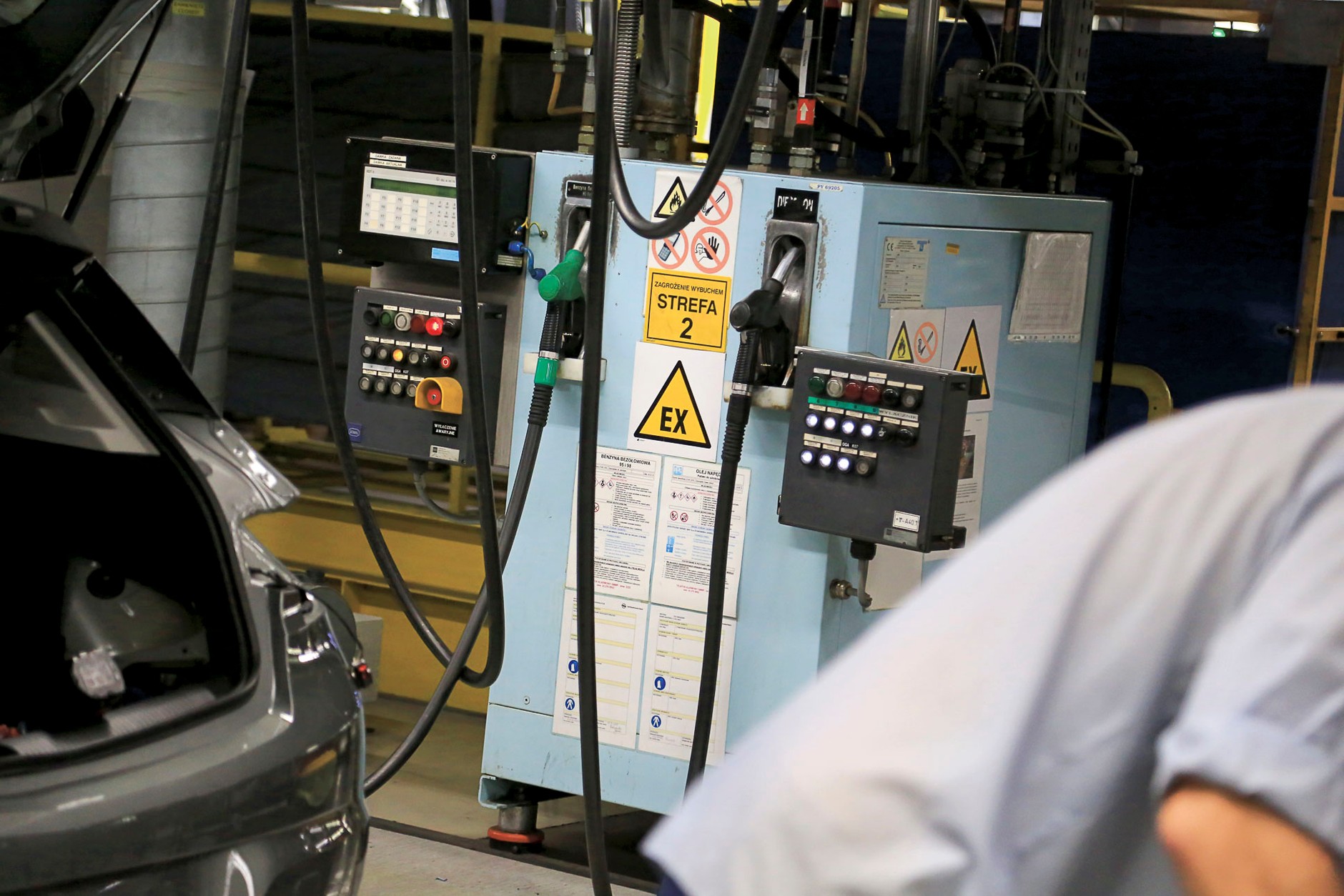
Montaż 15. Kolejne czynności to montaż akumulatora, kierownicy, dywaników i tankowanie.
Montaż 15. Kolejne czynności to montaż akumulatora, kierownicy, dywaników i tankowanie.

Auto Świat
Montaż 16. Drzwi wyposażone w mechanizmy, szyby i tapicerkę trafiają z powrotem do auta.
Montaż 16. Drzwi wyposażone w mechanizmy, szyby i tapicerkę trafiają z powrotem do auta.

Auto Świat
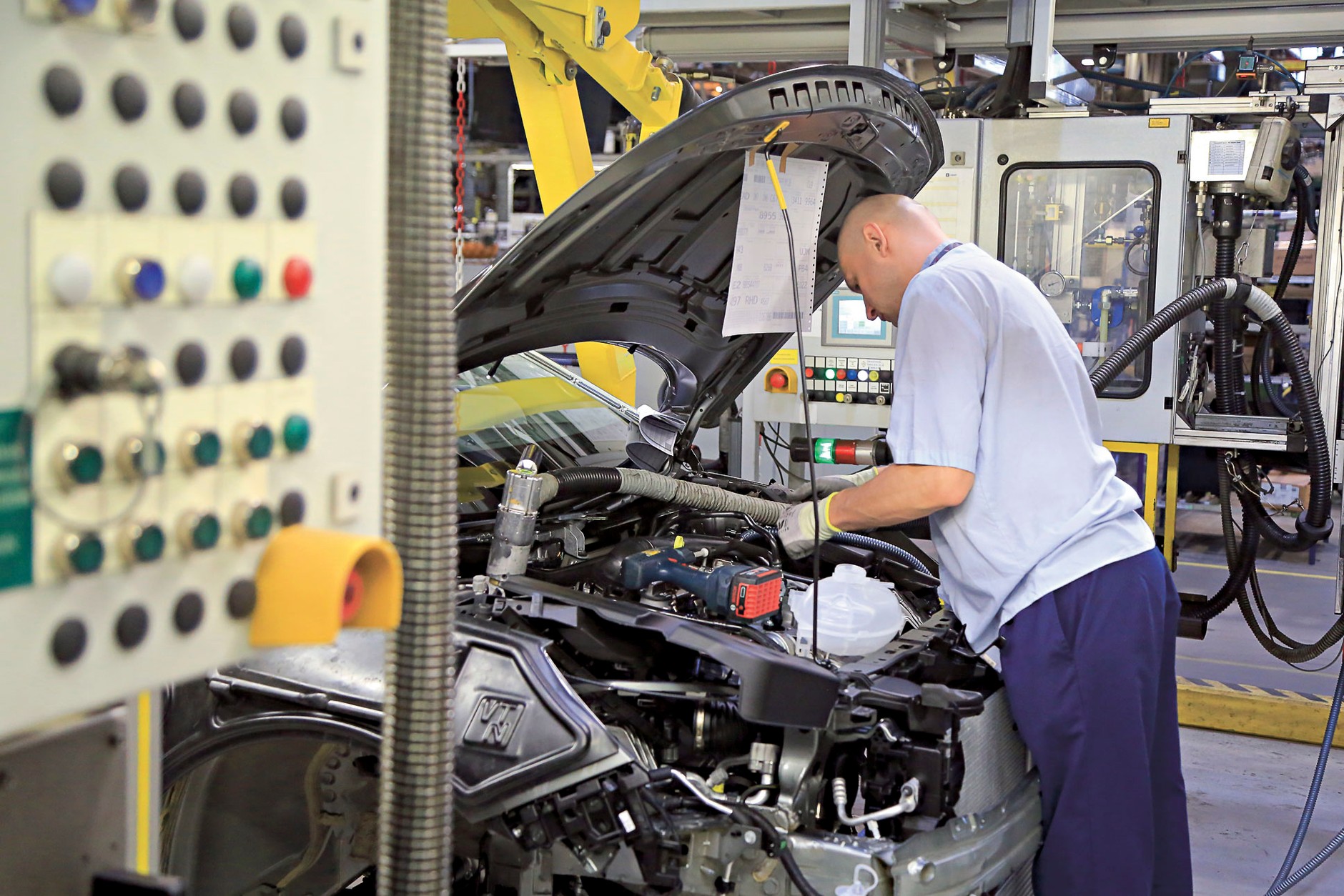
Montaż 17. Pracownik programuje sterowniki i przeprowadza test systemów pokładowych.
Montaż 17. Pracownik programuje sterowniki i przeprowadza test systemów pokładowych.

Auto Świat
Montaż 18. Po zakończeniu montażu w Astrach kontrolowana jest geometria kół.
Montaż 18. Po zakończeniu montażu w Astrach kontrolowana jest geometria kół.

Auto Świat
Montaż 19. Test szczelności trwa ok. 4 min. Na jedno auto wylewa się 2000 l wody.
Montaż 19. Test szczelności trwa ok. 4 min. Na jedno auto wylewa się 2000 l wody.

Auto Świat
Montaż 20. Na końcu Astry jadą na test i parking. 20 aut na dobę przechodzi dodatkowy audyt.
Montaż 20. Na końcu Astry jadą na test i parking. 20 aut na dobę przechodzi dodatkowy audyt.